Our massive in-house SLM 3D Printing manufacturing capability allows to fast prototype high precision metal parts. Simply upload your STL files to get an instant quotation, manufacturability review, and get your parts into production seamlessly.
 All uploads are secure and confidential.
All uploads are secure and confidential.

On time Performance

Contries

Machines

Customers

Defect Rate

ISO Certification
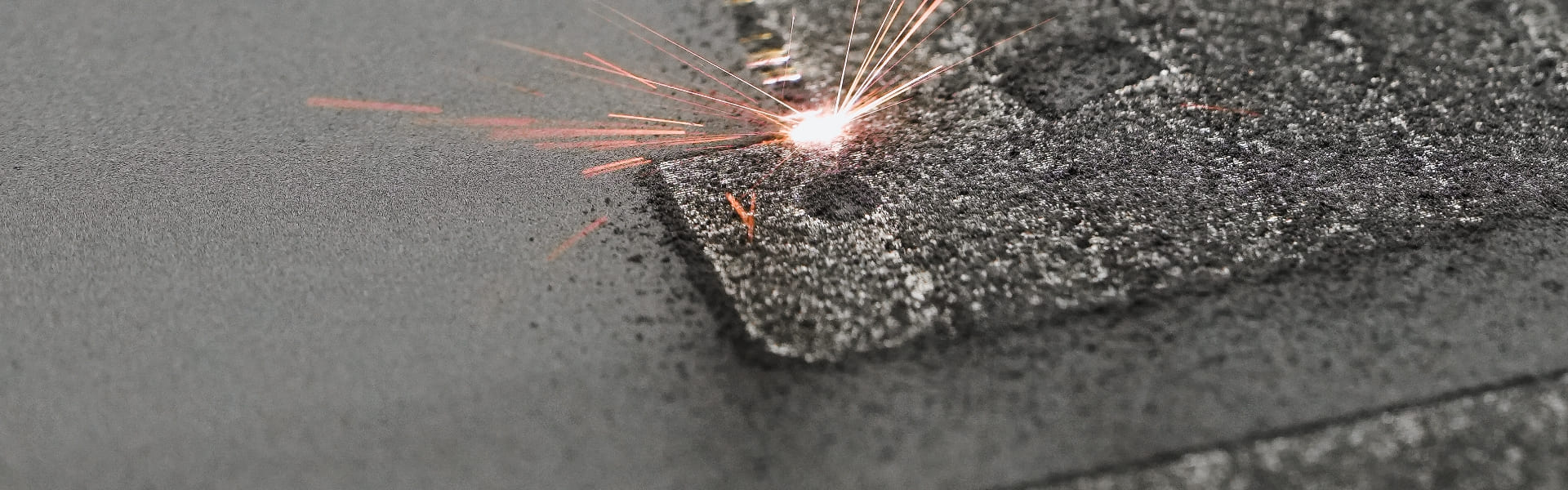
Scanning the metal powder bed with laser light, the powder will be melted and solidified into metal parts. The density of standard metal parts printed by SLM is over 99%, while the mechanical properties of SLM printed parts are as good as those manufactured by traditional processes. Moreover, parts with complex structures or parts that need to be lightweight designed can be easily manufactured with SLM. Upload CAD files for instant quotes.
| SLM Capabilities | |
|---|---|
| Maximum Printing Size | 320*320*400mm |
| Lead Time | 7 Business Days |
| Tolerance | ± 200μm or 0.2%mm |
| Minimum Layer Thickness | 1 mm |
* For expedited lead times or parts that exceed the maximum printing size contact info@wenext.com
Below is available materials for SLM 3D Printing.

https://oss.wenext.com/cms/images/services/3d/slm/service-3d-slm-316l.jpg
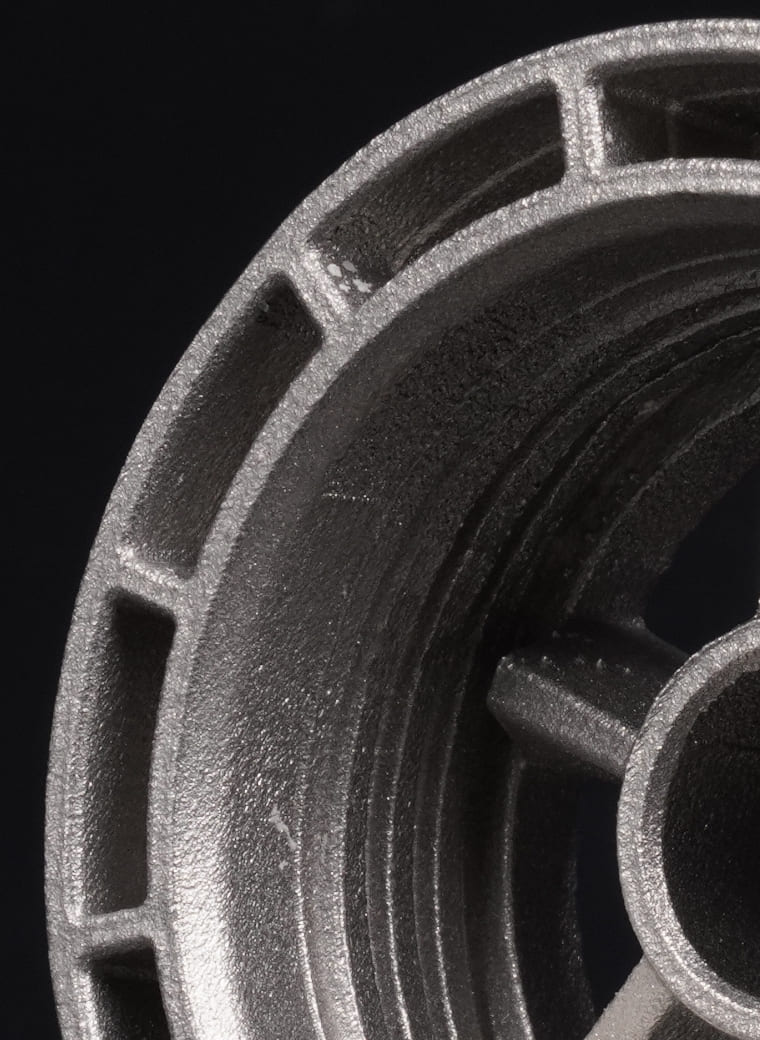
SUS316L
https://oss.wenext.com/cms/images/services/3d/slm/service-3d-slm-AlSi10Mg.jpg
AlSi10Mg
Design Rules
Design Guidelines for SLM
| Material | AlSi10Mg | SUS316L | |
|---|---|---|---|
| Supported & Unsupported Wall | Part Size -Minimum Wall Thickness |
5*5mm - 0.4mm 10*10mm - 0.4mm 50*50mm - 0.5mm 100*100mm - 0.8mm 200*200mm - 1mm |
5*5mm - 0.3mm 10*10mm - 0.5mm 50*50mm - 1.2mm 100*100mm - 2mm 200*200mm- / |
| Minimum Hole Diameter | Materials Diameter (vertical) | 0.5mm | 0.5mm |
| Minimum Escape Hole Diameter | Recommendation | > 2.0 mm Diameter | > 2.0 mm Diameter |
|
Minimum Vertical Post Thickness |
Supported Post | 0.5mm | 0.5mm |
| Unsupported Post | 0.5mm | 0.5mm | |
| Width | 0.2-0.3mm | 0.2-0.3mm | |
| Minimum Embossed Detail | Height | 0.2mm | 0.2mm |
| Distance | 0.3mm | 0.3mm | |
|
Minimum Engraved Detail |
Width | 0.8mm | 0.8mm |
| Height | 0.5mm | 0.5mm |
Not sure about which process is the correct one for your part design? Download our 3D Printing Design Guidelines
Take a look at surface finishig options for metal parts.


We offer a variety of post-processing options to cater for different needs.
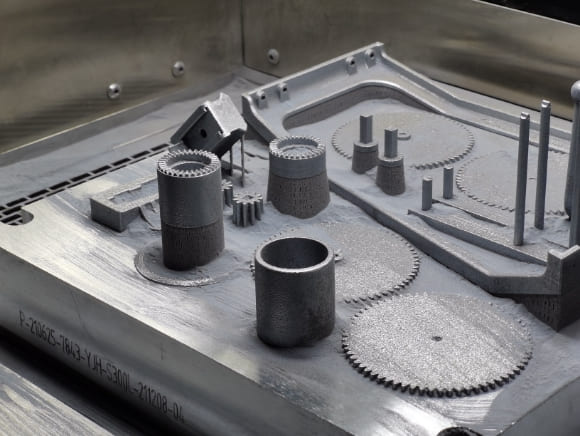
Part Unloading
When printing process is finished, the printed parts are surrounded by un-melted metal powders, which means it is necessary to separate the printed parts from the un-melted powders and remove the condensates and bigger semi-melted particles. This process is called part unloading that can be done either manually on the machine or through a vacuum powder conveyor module which prevents direct contact from the powder.
Depowdering
Heat Treatment (Annealing)
Part Cut-off
Support Removal
Machining
Surface Finishing (Sand-Blasting)
Inspection
From Idea to Products

Stay in Contact:


©2019-2026 Wenext Global Limited All Rights Reserved.
This website uses cookies for better personalized services. By using our websites, you agree to this use. Privacy Policy
We use cookies to improve your experience, check out Privacy Policyy.